-

郑州市二七区路达机械销售部
主营:环保设备、路面机械、工程注浆机械、钢筋加工机械 - 13838367452

郑州市二七区路达机械销售部
主营:环保设备、路面机械、工程注浆机械、钢筋加工机械 7
7
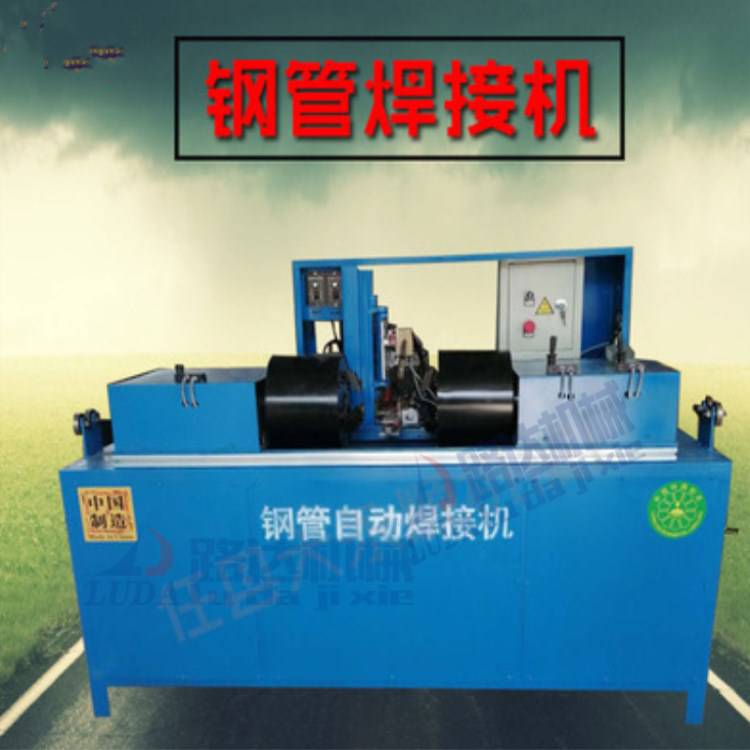
全自动钢管焊管机 金属管材脚手架自动焊接机 不锈钢管碰碰焊 全自动钢管焊管机 钢管焊管机全自动 钢管加工机械


钢管自动对焊机工作原理:
运用对焊机应当:(1)对焊机应安顿在室内或防雨的工棚内,并应有牢靠的接地或接零。当多台对焊机并 列装置时,其互相间距不得小于3m,并应分离接在差别相位的电网上,且分离设置断路器。(2)焊接前,应检讨并确认:对焊机的压力机构应灵巧,夹具应稳固,气压、液压系 统不得有泄露。(3)焊接前,应依据所焊接钢筋的截面调剂二次电压,不得焊接追赶对焊机划定直径 的钢筋。(4)断路器的打仗点、电极应按期光磨,二次电路衔接螺栓应按期紧固。冷却水温度 不得追赶40°,排水量应依据温度调理。(5)焊接较长钢筋时,应设置托架。(6)闪光区应设挡板,与焊接有关的职员不得入内。(7)冬期施焊时,温度不应低于8°。功课后,应放尽机内冷却水

全自动钢管焊管机技术参数:
设备外形尺寸:1700*700*700m
设备整体重量:280kg
使用电压:380/50HZ
电机功率:1.5kw
焊接管径范围:直径48mm、直径57mm
焊头输送控制:气动控制
平均焊接时长:25s/根
焊管:全自动焊接
控制:PLC电脑控制
变频器品牌:南京欧陆
焊机类型:二氧化碳气保焊机
额定输出容量:31***-32.6V
额定输入电压:3--380v,50Hz
输出空载电压:55v-80v
熔化 较MAG参数:输出电流(A):30-315电弧力(A/ms)1--10,输出电压(v):10-34


机器特点:
启动自动夹具,焊枪自动摇摆,每分钟焊接一根钢管。脚手架钢管自动焊接机架子对接焊接机预热闪光焊的工艺办法:在停止持续闪光焊的工艺办法,在停止持续闪光焊之